English
English Le français
Le français España
España lingua italiana
lingua italiana
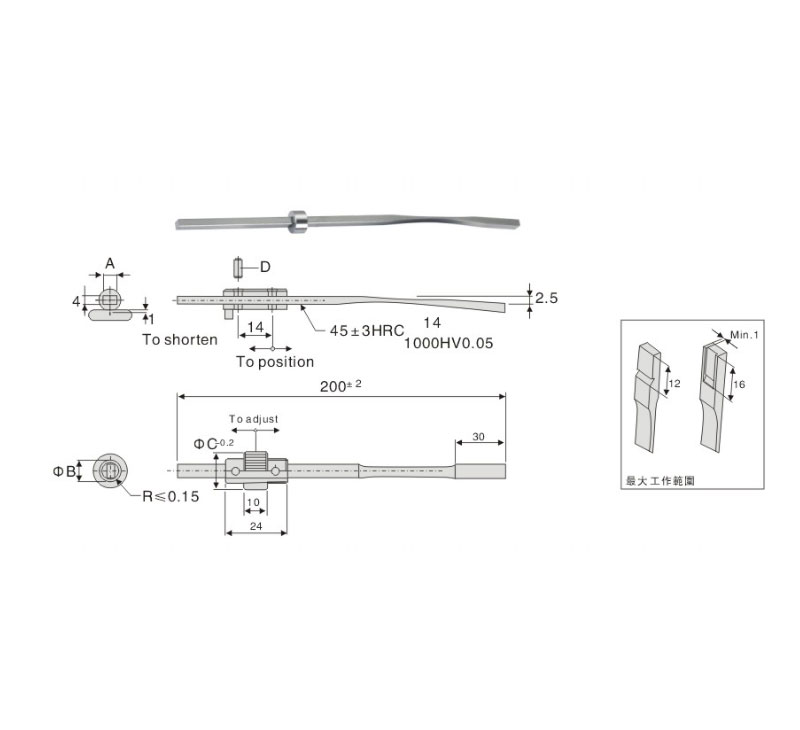
Caracteristicas:
Para lograr sus máximas productividades de moldeo, simplemente use su ultra micro celda de respiración para exhalar el gas y el aire de los moldes.
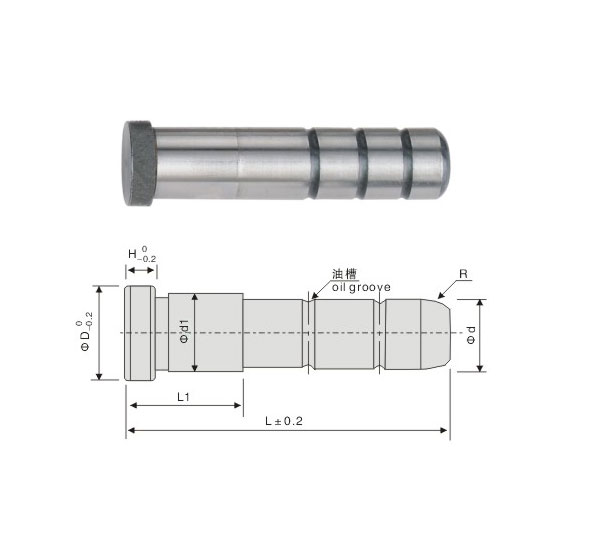
Acero inoxidable: especial para moldes de expulsión Dureza : RV50 Diámetro de poro : 0,03
Cobre : especial para molde al vacío Dureza : RV20 Diámetro de poro : 0,5
| No de catálogo | L | |
| Tipo | re | |
| JH077 | 4 | 4.5 |
| 5 | 10 | |
| 6 | 10 | |
| 8 | 10 | |
| 10 | 10 | |
| 12 | 12 | |
• Pedido: Número de catálogo DXL
Preguntas comunes:
1. Quemado
Cuando ocurrieron aberraciones y problemas de quemado, es porque la resina se llena más rápido que la exhalación de aire, lo que hará que el gas se sobrecaliente.
2. Rebose:
Hay 2 condiciones posibles:
- Cuando la temperatura de la resina aumenta en la punta de la costura, debilita su fuerza de unión.
- El aire puede llenar el camino y bloquea la resina para que fluya funcionalmente, lo que hará que la presión de expulsión aumente y los materiales se desborden.
3. Rellenos insuficientes:
debido a la presión del aire, reduce la relación de la velocidad de llenado. Incluso no hay ningún signo de quemado o desbordamiento.
4. Rayas celulares:
Si hay algunas células, se produjeron rayas y moteados, es porque las células no se han vaporizado completamente entre el aire y la resina.
5. Tiempo de ciclo extenso:
La temperatura más alta de la resina, los moldes y la velocidad de inyección más lenta provocan un tiempo de ciclo extenso, sin embargo, no afectará la
calidad de los productos finales.
Ahorro de energía, tiempo y costos:
1. Reducirá el troquel de prueba, el tiempo y los materiales si los usuarios consideran usar TX gasvent al comienzo del diseño.
2. Ahorrará hasta 1/3 a 1/10 del costo total y el tiempo si instala Sintered Vents.
Instalación:
1. No toque la superficie cuando se utilicen los respiraderos de gas.
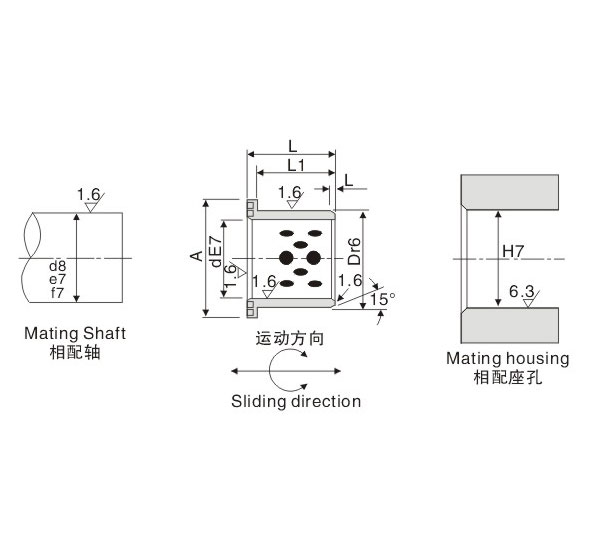
2. Utilice H7 / S6 de la tabla de referencia JIS.